

Please Leave Us A Message
Заява про конфіденційність: Ваша конфіденційність для нас дуже важлива. Наша компанія обіцяє не розголошувати свою особисту інформацію будь -якій перевищенні, не вистачаючи ваших явних дозволів.


Прототипування та виробництво освіти (форма для ін'єкцій)
Our reliable rapid prototyping services have served many customers from worldwide top universities including Harvard, Yale, etc. as well as numerous colleges and schools. Десятки тисяч прототипів та спеціальних деталей, вироблених нами, прискорили їх дослідження. Guangdong Engineering Patics Industries (Group) Co. Ltd. is always too glad to create and test products quickly to speed up innovation and development. Галерея освітньої частини Протягом багатьох років ми зібрали відповідний досвід,...

Прототипування робототехніки та автоматизації (пластикова форма)
У Гуандунг Егінерінінг Пастики Індустрії (Група) CO, ТОВ у нас є багаторічний досвід роботи прототипування та виробництва деталей для робототехніки та автоматизації. Ми використовуємо методи швидкого прототипування та цифрового виготовлення для виробництва високоефективних прототипів та деталей, які безперешкодно вписуються в складні роботизовані системи. Галерея частини робототехніки та автоматизації Виробничі матеріали робототехніки Ми пропонуємо величезний спектр матеріальних можливостей з...

Спеціальна пластикова пластикова сервіс для ліплення
У компанії Guangdong Engineering Plastics Industries (Group) Co, Ltd. Ми використовуємо методи швидкого прототипування для створення високоефективних фізичних прототипів, побудованих для проведення найбільш жорстких процедур перевірки та тестування. Які автомобільні деталі ми можемо зробити? Автомобільна промисловість вимагає всіляких частин, виготовлених як з металів, так і з пластмас. Типові пріоритети для автомобільних клієнтів включають: Автомобільні виробничі матеріали Ми пропонуємо...

Ін'єкційне лиття та обробка ЧПУ в промислових додатках
Наші надійні послуги швидкого прототипування обслуговували багатьох клієнтів промислової техніки протягом більше десяти років. Отже, ми коригували наші виробничі системи, щоб забезпечити, щоб будь -яке замовлення, незалежно від обсягу, було вироблено та доставлено в потрібний час для кожного клієнта. Галерея промислових машин Протягом багатьох років ми зібрали відповідний досвід, який дозволяє нам обробляти будь -які промислові проекти. Ось галерея прототипів промислових машин та виробничих...
Переповнення рідким силіконом Одне з найважливіших застосувань рідкого силіконового лиття для впорскування - це перенапруження, в якому гумові деталі поєднуються з жорсткими деталями, виготовленими з термопластики. Це особливо корисно для додавання ударних силіконових шкурів до електронних пристроїв, додавання ергономічних м'яких ручок до ручних інструментів або зубних щіток, а також для різних інших застосувань. Процес передбачає використання твердого термопластичного компонента як...

Рідке силіконове введення ліплення
Рідке силіконове введення ліплення Літер для ін'єкцій є найпоширенішим виробничим процесом для пластикових деталей, і більшість ліпних пластикових деталей виготовлені з термопластики - як пояснюються на нашій сторінці послуг з ліплення пластику. Але для виготовлення деталей з термозетів, таких як рідка силіконова гума (LSR). Лілінг для ін'єкцій рідкої силікону забезпечує відмінний спосіб виготовлення податливих, стійких до ударів, стійких до температури деталей у великих кількостях. Він...

Наші переваги: точна обробка
Існує величезна кількість постачальників точної обробки. Чому ви повинні обрати нас? Ось 3 найкращі причини: 1. Досвід Наші інженери створили багатий, глибокий досвід багатьох попередніх проектів, тому вони можуть без проблем обробляти складні та точні частини в декількох галузях. 2. Розширене обладнання Guangdong Engineering Plastics Industries (Group) CO, Ltd. має велике внутрішнє обладнання як для виробництва, так і для випробувань. Ваші деталі будуть виготовлені та перевірені за допомогою...
Світлові світильники: точна обробка
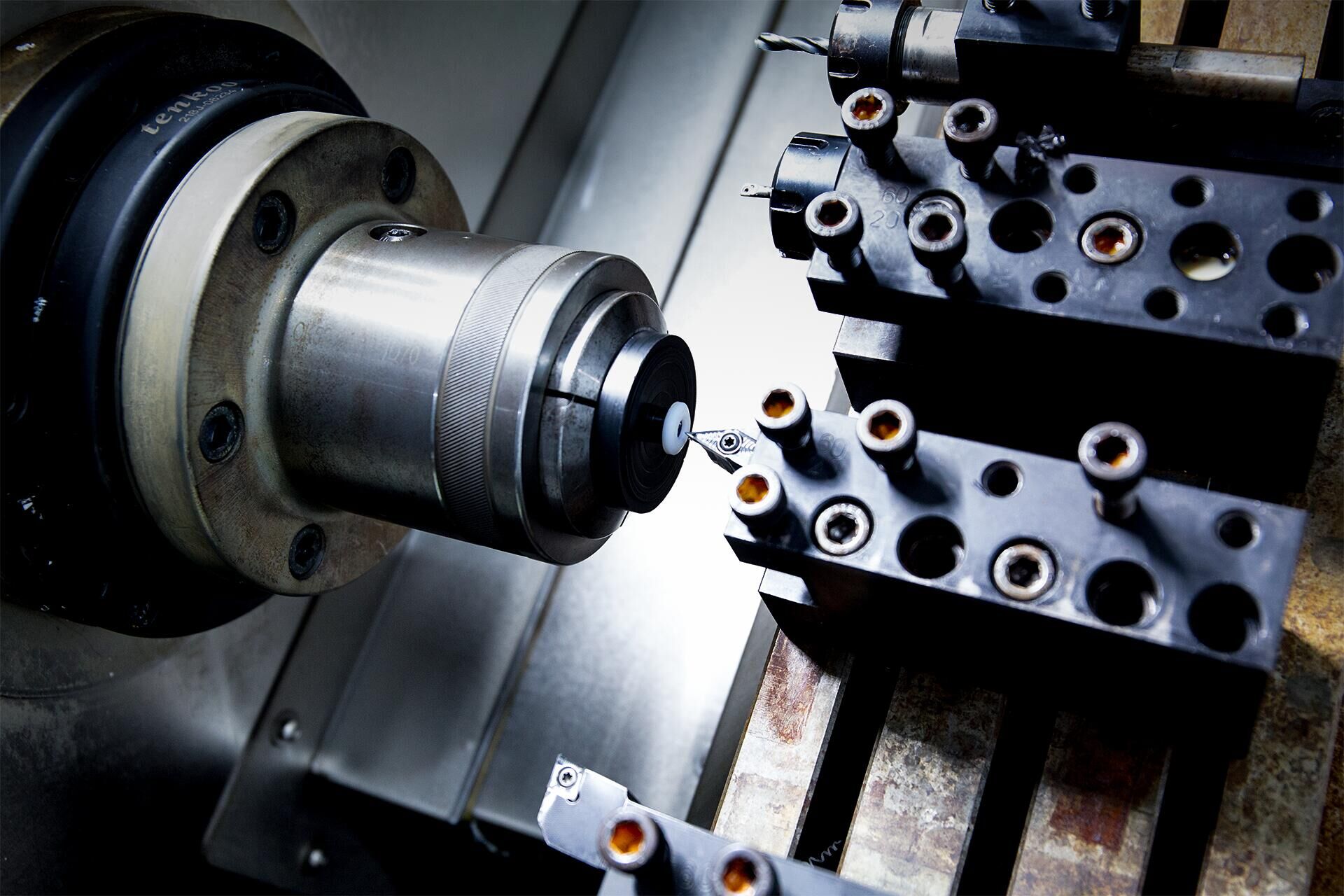
Шукаючи точні послуги з обробки, ви не можете дозволити собі компроміс з якості, якщо ви хочете виготовити деталі, які відповідають вашим вимогам якості. І в Guangdong Engineering Plastics Industries (Group) Co, Ltd., ви знайдете широкий спектр точних послуг з обробки ЧПУ, досвідченої команди експертів та широкого досвіду того, як найкраще підходити до різних проектів, використовуючи 3-, 4 та 5 -оки з ЧПУ. Ми пропонуємо CNC Milling & CNC Turn, EDM, Dire EDM та поверхневі шліфувальні послуги...

Зрозумійте процес ЧПУ 5 осі 5-осі обробка-це, як випливає з назви, форма обробки ЧПУ, в якій рулетний інструмент може рухатися вздовж п'яти осей замість звичайних трьох. То як це працює? Ну, за допомогою 3-осії з ЧПУ веретен рухається вгору і вниз, в бік, назад і назад. 5-осі машини, крім цього 3-осі руху, мають дві подальші осей у грі: або столові скелі на бік на двох різних осях, або сам шпиндель повороту на двох осях. Будь -який з цих методів (докладніше про їх відмінності пізніше)...
Для складних та часових залежних деталей 5-осі машини з ЧПУ пропонують неперевершену гнучкість та швидкість. Guangdong Engineering Plastics Industries (Group) Co, Ltd. Досвідчена команда може допомогти втілити ваші ідеї від швидких прототипів до деталей кінцевого використання для важливих безпечних застосувань. Наші 4-осі, 5-осі можливості для розмивання дозволяють нам забезпечити точні частини складною геометрією. Переваги 5 осі обробки з Guangdong Engineering Plastics Industries (Group) CO,...

Підприємство пластик Наша послуга для лиття пластику підтримує виготовлення деталей у ряді ліпних матеріалів. До них відносяться жорсткі пластмаси, такі як ABS, гнучка пластмаса, як TPE, та змішані матеріали, такі як PC-ABS. Ми також можемо отримати спеціальні матеріали та створити власні матеріали та пігментні суміші відповідно до вашого замовлення. Жорстка пластмаса Більшість деталей, що формуються в ін'єкції, виготовлені з жорстких термопластиків. Сюди входять недорогі та універсальні...
Дізнайтеся більше про ліплення пластику Що таке пластичне ліплення Пластикове лиття для введення - це виробничий процес, в основному використовується для виготовлення пластикових деталей у великих кількостях. Використовується багатьма галузями для найрізноманітніших деталей, ліплення пластику виробляє більше термопластичних деталей на рік, ніж будь -який інший процес виготовлення пластику. Процес пластику вприскування вимагає металевої форми та машинки для лиття. Пластикові гранули нагріваються...
Ваш надійний партнер для якісної Спеціальні деталі обробки ЧПУ Шукаєте кваліфікованого постачальника обробки з ЧПУ? Ми, безумовно, чудовий вибір для спеціальних металевих та пластикових оброблених деталей. Ми володіємо двома фабриками для обробки ЧПУ, які створені для швидкої обробки прототипування та виробничої частини. З 60+ машинами з ЧПУ власноруч та мережею з понад 30 перевірених обробних магазинів з ЧПУ, розташованих у Китаї, Мексиці, Німеччині та США демонструвати. Спробуйте наші онлайн...

Як покращити стійкість до пластику, стійкість до зносу (пластикові вироби)
1 Виберіть праву матричну смолу Зазвичай надвисока молекулярна маса поліетилен (PE-UHWM) є однією з найбільш стійких до зносу пластмас, і вибір PE-U · HWM може просто покращити стійкість до зносу матеріалу. Крім того, висока кристалізація, висока регулярність пластику є більш стійкою до зносу, високою твердістю пластику є більш стійким до зносу, наприклад, полістиролу, що складається з великих молекул, таких як бензольні кілець, не носять. У модифікації поліпропілену (ПП) поліолефін еластомер...

Чому пластикові вироби виробляються змінюють колір?
Зміни кольору, спричинені обробкою пластику 1. Під час високотемпературної ліплення матрична смола окислюється, деградує та знебарвлюється Коли нагрівальне кільце або нагрівальна пластина обладнання для переробки пластикового лиття було в стані нагріву через втрату контролю, легко призвести до того, що локальна температура занадто висока, що робить окислення смоли та розкладання при високій температурі для цих тепла Чутливі пластмаси, такі як ПВХ тощо, це явище, швидше за все, виникає під час...

7 Поширені проблеми різання та відповідні рішення (пластикові вироби)
Зв'язані частинки - це ряд частинок, з'єднаних один з одним, тобто в деяких випадках частинки з'єднані за допомогою мембранного кінця до кінця або тангенціально. Під час процесу обробки кілька процесів поодинці або разом можуть спричинити виникнення цього явища. Наприклад, переробна вода занадто гаряча є причиною частинки, в цьому випадку температуру води слід знизити, щоб дати достатню гасіння поверхні частинок; Крім того, швидкість потоку води занадто низька також є причиною...

Старіння явища полімерних матеріалів (пластикові вироби)
Полімерні матеріали включають пластмаси, гуму, волокна, плівки, клеї та покриття. Оскільки вони мають багато потенційних властивостей краще, ніж традиційні структурні матеріали, вони все частіше використовують у сфері військових та цивільних продуктів. Однак у процесі обробки, зберігання та використання, завдяки комбінованому ефекту світла, тепла, кисню, води, високоенергетичного випромінювання, хімічної та біологічної ерозії та інших внутрішніх та зовнішніх факторів, хімічного складу та...

Використання та класифікація клею для пластикових продуктів
Існує багато видів клеїв, які можна розділити на багато видів відповідно до складу, використання та фізичної форми. Тут класифікація та використання клеїв з цих трьох аспектів розбираються, сподіваючись допомогти вам. 01 Класифікація за композицією 1, силіконовий клей Це своєрідний герметичний клей, з холодною стійкістю, теплостійкістю, старінням, водонепроникною, вологостійкою, високою міцністю на розрив, невеликою постійною деформацією, нетоксичною тощо. В останні роки такі клеї швидко...

Як покращити міцність впливу ПА модифікованих пластикових продуктів?
Ін'єкційна формована нейлонова та скляна волокна, як правило, сировина, модифікована скляним волокном. Він має хорошу жорсткість і є лідером жорсткої сировини. Тоді ми часто стикаємося з явищем, що робити, якщо жорсткість стійкості до високого матеріального впливу є поганою? Сила удару також відома як міцність впливу, тобто сили удару. Розмір цієї інформації вказує на гнучкість даних. Однак жорсткість та гнучкість - це два відносні вміст інформації. Жорсткість збільшується, пластичність...

Фізичний агент (інженерний пластиковий продукт
Фізичний дме агент Фізичний удар, в основному через зміну фізичного стану дме -агента, утворюючи отвір міхура в пластиці. Ідеальний фізичний агент, повинен мати такі умови: ① Інерт, нетоксичний; ② Сумісний із смолою; ③ Швидкість дифузії в матриці смоли невелика; ④ Коли реакція смоли випромінює тепло або при розміщенні до зовнішнього нагріву повинно бути легко піддатися нестабільному. Як правило, фізичні дме -агенти поділяються на три категорії: (1) стислий газ; ② Розчинний твердий; ③ Летю...

2023.11.16 Виставка аксесуарів для ліцензії на машину Xiamen Medicine Machine Machine
Цього разу ми поїхали до провінції, щоб взяти участь у галузевій виставці високого класу! Хоча важка робота, оплата, звичайно, багато врожаю! Однак, вся важка робота, дуже варто!

Вісім способів зменшити вартість ліплення впорскування
По -перше, виробничий семінар Макет виробничого семінару в основному розглядається з двох аспектів: для задоволення виробничих потреб, оптимізації макета відповідно до виробничого процесу та задоволення вимог гнучкого використання енергії в конкретних умовах виробництва. 1, джерело живлення, щоб відповідати стабільному виробництву електроенергії, необхідного одночасно з відповідною маржею, не надто великим надлишком, спричиненим надмірним нефункціональним споживанням. 2. Побудуйте ефективні...

Скляна волокна Скляне волокно часто використовується в наповнюванні інженерних пластмас, його основними компонентами є кремнезем та інші похідні оксиди металів, нинішній міжнародний процес виробництва мейнстріму для методу креслення дроту пулу; Відповідно до кількості вмісту лугу в склі, його можна розділити на лужне скловолокна, середнє лужне скло волокна та високо лужне скловолокна; Скляне волокно, яке зазвичай використовується в інженерній пластмасі,-це в основному лужне вільне скло волокна...

Аналіз та вирішення загальних проблем у видувній плівці (14 (продукти для лиття ін'єкцій)
14, тонке плівкове рибне око Причина: Рибні очі - це в основному добавки в сировині, низькомолекулярна смола та пил тощо, конденсовані на роті під час переробки, накопичують певну кількість після того, як його забрали плівка, утворюючи таким чином рибні очі на плівку. розчин ① Через певний час збільшіть швидкість гвинта, збільшіть тиск екструзії розплаву та забирайте осад. ② Регулярно чистіть ротну форму. ③ Відповідно підвищити температуру розплаву і повністю...
Зв'яжіться з нами

Заява про конфіденційність: Ваша конфіденційність для нас дуже важлива. Наша компанія обіцяє не розголошувати свою особисту інформацію будь -якій перевищенні, не вистачаючи ваших явних дозволів.
Заповніть додаткову інформацію, щоб швидше зв’язатися з вами швидше
Заява про конфіденційність: Ваша конфіденційність для нас дуже важлива. Наша компанія обіцяє не розголошувати свою особисту інформацію будь -якій перевищенні, не вистачаючи ваших явних дозволів.